-
+86-791-83706587
-
Промышленный парк оборудования «Ваньцзин» в районе Синьцзянь, город Наньчан, провинция Цзянси, Китай.
-


-


URL


Обзор основных сырьевых материалов для производства керамики
2026-07-01
От бытовой керамики и строительной плитки до специальной промышленной керамики — создание любого высококачественного керамического изделия невозможно без использования высококачественного сырья и тщательно отлаженного процесса обезвоживания. Чистота сырья и стабильность влажности глиняной массы напрямую определяют качество формовки керамических заготовок, долю годных изделий после обжига и внешний вид готовой продукции. Сегодня мы поможем вам всесторонне разобраться в основных видах керамического сырья и познакомим вас с оптимальными решениями для эффективного обезвоживания в керамической отрасли!

I. Три основных вида сырья для керамики — основа и ключевой фактор в производстве фарфора
Сырье для керамики отличается большим разнообразием и, в зависимости от технологической функции, подразделяется на три основные категории: пластифицирующие добавки, вязкоувеличивающие добавки и флюсы. Каждая из них выполняет свою роль, обеспечивая качество формовки и обжига заготовки:
1. Пластифицирующие добавки (основа каркаса заготовки)
Это основное сырье для формования керамики, придающее глиняной смеси пластичность и связующие свойства, обеспечивающее устойчивость заготовки при формовании и прочность сухой заготовки; оно является базовым сырьем для производства керамики. К основным видам относятся каолин, мягкая глина, бентонит и фарфоровый камень. При этом двухкомпонентная смесь из каолина и фарфорового камня является классическим соотношением, используемым с древних времён до наших дней, и подходит для производства подавляющего большинства видов бытовой и строительной керамики. После измельчения и приготовления суспензии такие сырьевые материалы характеризуются высоким содержанием влаги и тонкой консистенцией, что делает их основным объектом обработки на этапе обезвоживания.
2. Непластичные сырьевые материалы (предотвращение деформации, стабилизация размеров)
В основном это кварц, клинкер и порошок отбракованной керамики. Сами по себе они не обладают пластичностью, а их основная роль заключается в компенсации усадки глинистых сырьевых материалов при сушке и обжиге, что позволяет эффективно предотвратить растрескивание керамических заготовок при сушке и их деформацию при обжиге, стабилизировать точность размеров готовой продукции, а также повысить твёрдость и плотность заготовок.
3. Флюсовые сырьевые материалы (снижение температуры обжига)
К ним относятся, в частности, полевой шпат, тальк, доломит и т. д. Их основная роль заключается в снижении температуры обжига керамики, содействии плавлению и соединению кристаллитов внутри заготовки, повышении плотности, блеска и механической прочности готовой продукции, а также в оптимизации текстуры глазури и предотвращении таких дефектов, как поры и трещины на глазурной поверхности. 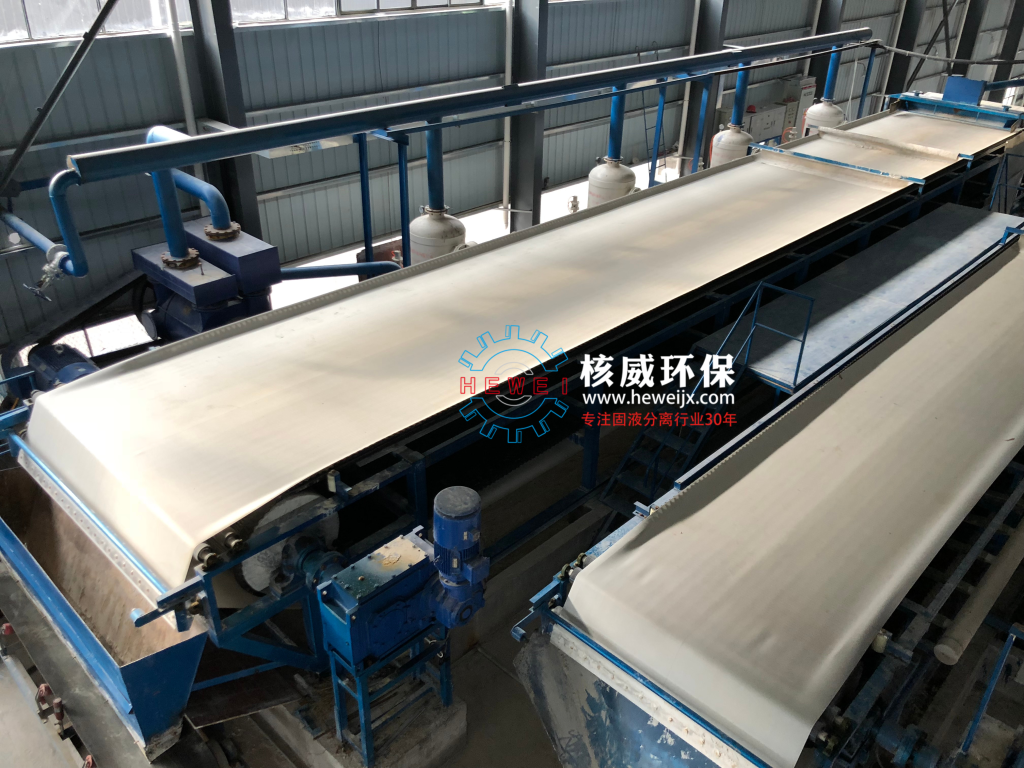
II. Скрытая проблема в производстве керамики: обезвоживание сырья
После того как сырье смешано и измельчено в шаровой мельнице до состояния суспензии, его нельзя использовать сразу. Как для пластической формовки, так и для литья под давлением, сырье должно пройти чрезвычайно важный этап — обезвоживание.
Традиционные методы обезвоживания отличаются низкой эффективностью, высокой трудоемкостью, а также сложностью стабильного контроля влажности фильтрационного осадка. Слишком высокая влажность негативно сказывается на качестве последующей формовки и обжига, а в некоторых случаях даже приводит к растрескиванию продукции. В этой ситуации высокоэффективное и стабильное оборудование для обезвоживания становится «необходимостью» для производственной линии.
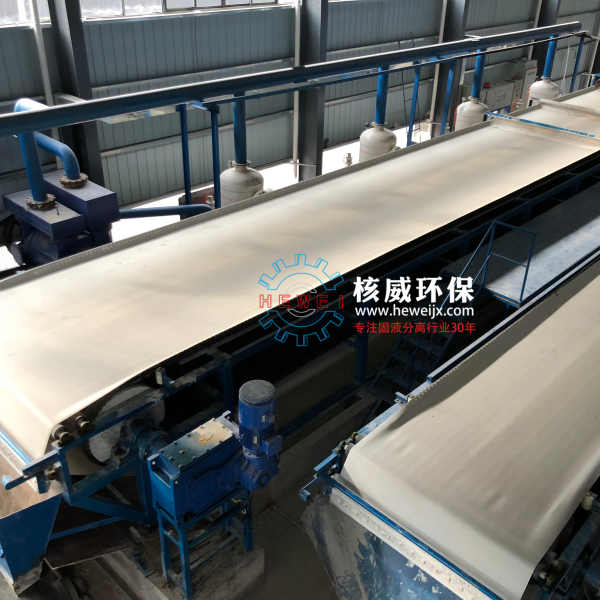
По сравнению с традиционным оборудованием вакуумный ленточный фильтр обладает явными преимуществами при обработке керамического сырья:
Непрерывный технологический процесс, двукратное повышение эффективности: все этапы — от подачи сырья, фильтрации, промывки, отсасывания влаги до разгрузки и очистки фильтрующей ткани — выполняются полностью в автоматическом режиме, обеспечивая круглосуточную непрерывную работу. Это значительно повышает эффективность производства, сокращает ручное вмешательство и улучшает условия труда.
Низкая влажность фильтрационного осадка и стабильное качество: оборудование использует вакуумное отрицательное давление (обычно 0,04–0,07 МПа) для мощного всасывания, что позволяет эффективно снизить влажность фильтрационного осадка из таких сырьевых материалов, как каолин, порошок калиевого полевого шпата и кварцевый песок, обеспечивая стабильность последующих технологических процессов.