-
+86-791-83706587
-
Промышленный парк оборудования «Ваньцзин» в районе Синьцзянь, город Наньчан, провинция Цзянси, Китай.
-


-


URL


Уплотнительный борт
Когда говорят про уплотнительный борт на вакуумных фильтрах, многие сразу думают о простой резиновой окантовке — мол, прижал и всё. На деле же это один из тех узлов, где мелочь решает всё: ресурс, вакуум, а в итоге — себестоимость тонны кека. Сейчас объясню, почему.
Что на самом деле скрывается за термином
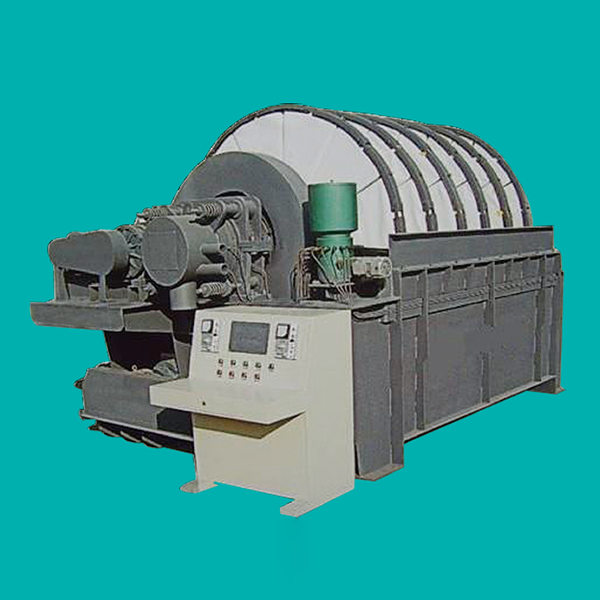
В контексте, скажем, ленточных вакуумных фильтров DU-серии, уплотнительный борт — это не просто полоса. Это целая система, которая должна одновременно обеспечивать герметизацию зоны вакуумирования, выдерживать постоянное трение о направляющие или ролики, и при этом не деформироваться под нагрузкой от натяжения фильтровальной ленты. Материал — отдельная история. Этилен-пропиленовый каучук (EPDM) для агрессивных сред, нитрил (NBR) для масел — выбор тут не по каталогу, а по конкретной пульпе.
Частая ошибка — считать, что чем тверже материал, тем лучше держит вакуум. На деле слишком жесткий борт плохо ?облизывает? неровности поверхности, особенно на стыках. В итоге вакуум падает, а энергозатраты на его поддержание растут. Видел такое на старых советских фильтрах, где ставили борта из технической резины, не предназначенной для такого циклического изгиба. Через пару месяцев они растрескивались по краям, начинался подсос воздуха.
Ещё один нюанс — геометрия. Профиль борта бывает прямоугольным, трапециевидным, с губой. Трапеция, например, лучше самоустанавливается в паз, но её сложнее изготовить точно. А если взять оборудование, которое поставляет ООО Цзянси Хэвэй Экологические Технологии, то в их моделях, типа тех же DU-серий, часто используется комбинированный профиль. Он рассчитан на то, чтобы компенсировать незначительные перекосы ленты в процессе работы. Это как раз та деталь, которую видишь только после долгой эксплуатации или при сравнении разных машин.
Проблемы на стыке: где теория расходится с практикой
Самое слабое место — соединение концов борта. Идеальный стык внахлёст на клее — это в теории. На практике, при постоянной вибрации и циклической нагрузке, этот клеевой шов становится точкой отказа. Особенно если в цеху перепады температуры или высокая влажность. Мы пробовали и вулканизацию на месте, и фирменные двухкомпонентные клеи. Решение, которое более-менее прижилось — это механический замок плюс клей. Но и его нужно регулярно инспектировать.
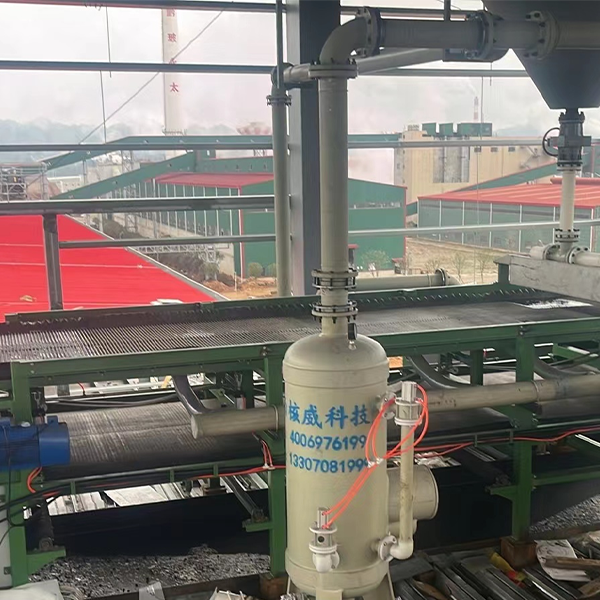
Вот реальный кейс, не с нашей практики, а с одного из горно-обогатительных комбинатов, куда поставлялось оборудование. На фильтре, работающем на обезвоживании железорудного концентрата, начались проблемы с вакуумом. Локально, в одной зоне. Осмотр показал, что уплотнительный борт вроде цел, но при детальном осмотре на внутренней кромке обнаружился неравномерный износ — ?вытер? почти на миллиметр. Оказалось, мелкая фракция концентрата проникала под ленту и работала как абразив. Проблема была не в самом борте, а в неидеальной работе системы орошения для его очистки. Пришлось дорабатывать сопла и давление промывки.
Это к слову о том, что нельзя рассматривать узел изолированно. Борт — часть системы, куда входят и промывные форсунки, и натяжение ленты, и даже качество обеспыливания пульпы перед подачей. Если в ней много песка, ресурс любого уплотнения резко падает.
Материалы и ресурс: гонка за долговечностью
Стандартный EPDM — это хорошо для большинства химических сред, но не для высоких температур. На проекте по обезвоживанию шлама после термообработки (около 90-95°C) обычный бортовой уплотнитель дубел и терял эластичность за сезон. Перешли на термостойкую модификацию с добавлением силикона. Цена выросла в полтора раза, но межремонтный интервал увеличился почти вдвое. Считайте сами, что выгоднее: чаще останавливать линию или переплатить за материал.
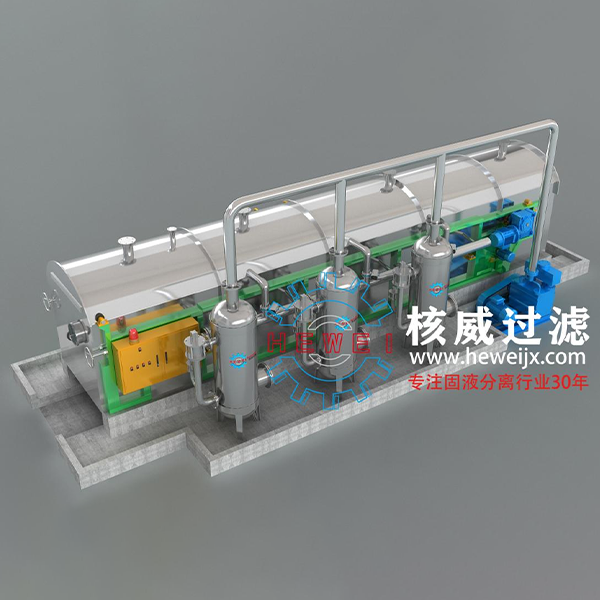
Интересный опыт был с продукцией от ООО Хэвэй Машинери. В спецификациях к их дисковым вакуумным фильтрам я обратил внимание на акцент на коррозионную стойкость и герметичность. Когда запросил детали, выяснилось, что для бортов на оборудование, идущее, например, на фармацевтические производства или переработку редкоземельных элементов, они используют кастомизированные составы резиновых смесей. Не просто ?пищевая резина?, а материал, протестированный на стойкость к конкретным ионам или органическим растворителям. Это уже уровень не просто производителя, а разработчика, который глубоко вникает в процесс заказчика.
Сейчас в тренде композитные материалы — резина с армированием полиэфирной нитью или тефлоновыми вставками. Они якобы вечные. Но тут есть подводный камень: такая конструкция может быть слишком жесткой для динамических нагрузок. На одном из пресс-фильтров DY-серии (не Хэвэй) пробовали подобное. Да, износ почти нулевой, но через полгода начали сыпаться подшипники на роликах, по которым этот борт скользил — вибрация из-за недостаточной амортизации передавалась на валы. Вернулись на более эластичный вариант.
Монтаж и обслуживание: искусство правильной установки
Самая частая ошибка монтажников — перетянуть. Кажется, что сильнее прижмешь — лучше герметичность. На деле пережатый уплотнительный борт создает избыточное сопротивление движению ленты, ведет к её проскальзыванию и перегреву приводных барабанов. Момент затяжки — его редко кто соблюдает. В идеале нужен динамометрический ключ, но в поле чаще работают ?на ощупь?. Хорошая практика — после монтажа дать фильтру поработать на холостом ходу пару часов, затем остановить и проверить температуру борта в зоне контакта. Если он заметно горячее соседних участков — перетянут.
Ещё момент — подготовка поверхности. Паз, куда вставляется борт, должен быть чистым и обезжиренным. Любая стружка, старая смазка или окалина — это точка будущего протечки. Мы как-то на пусконаладке столкнулись с низким вакуумом. Все узлы новые. Оказалось, в пазу осталась консервационная смазка от производителя, которую не смыли. Резина к ней не прилегала как следует. Очистили растворителем — проблема ушла.
Для оборудования, которое работает в режиме 24/7, например, на очистке сточных вод, критично встроить проверку состояния борта в регулярное ТО. Не просто визуальный осмотр, а замер остаточной толщины в ключевых точках ультразвуковым толщиномером. Это позволяет прогнозировать замену и избежать внеплановых остановок. Кстати, у некоторых производителей, включая ООО Цзянси Хэвэй Экологические Технологии, в руководствах по обслуживанию такие рекомендации уже прописаны, что говорит о системном подходе.
Взгляд в будущее: куда эволюционирует узел
Сейчас я вижу тенденцию к интегрированным решениям. Уплотнительный борт перестает быть самостоятельной запчастью. В новых разработках он всё чаще поставляется в сборе с несущим кронштейном или даже с датчиками износа. Встроенный микровыключатель или индуктивный датчик может сигнализировать о критическом истончении, до того как произойдет разгерметизация. Для автоматизированных линий, где ставка на ?умное? производство, это логичный шаг.
Другое направление — попытки уйти от резины вообще. Пробуют полиуретаны с памятью формы, различные эластомеры. Но пока что по совокупности свойств — эластичность, стойкость, цена — качественная резиновая смесь вне конкуренции. Другое дело, что состав этих смесей становится всё более ?точечным?, под конкретную задачу.
Если вернуться к началу, то ключевая мысль такая: уплотнительный борт — это не расходник, а точный инженерный элемент. Его выбор, монтаж и обслуживание требуют понимания всей технологии фильтрации. Экономия на нем или невнимание к нему всегда выливается в большие потери потом — на электроэнергию, на ремонты, на простой. А в таких отраслях, как горная или химическая промышленность, куда поставляет своё оборудование Хэвэй, время простоя — это прямые многомиллионные убытки. Поэтому и подход должен быть соответствующий — не ремонтный, а проектный, с самого начала.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 ZGP-дисковый вакуумный фильтр
ZGP-дисковый вакуумный фильтр -
 Рамный фильтр-пресс
Рамный фильтр-пресс -
 Вакуумный фильтр для десульфуризации
Вакуумный фильтр для десульфуризации -
 Фильтровальная ткань
Фильтровальная ткань -
 Спецустановка для обезвоживания городских сточных вод
Спецустановка для обезвоживания городских сточных вод -
 Вакуумный фильтр для карбоната лития
Вакуумный фильтр для карбоната лития -
 Установка для обезвоживания кварцевого песка
Установка для обезвоживания кварцевого песка -
 Оборудование для обезвоживания железосодержащих хвостов
Оборудование для обезвоживания железосодержащих хвостов -
 DY-ленточный горизонтальный пресс-фильтр
DY-ленточный горизонтальный пресс-фильтр -
 Оборудование для обезвоживания ильменита
Оборудование для обезвоживания ильменита -
 Прессовое оборудование для золы-уноса
Прессовое оборудование для золы-уноса -
 Герметизированный вакуумный фильтр для целлюлозы
Герметизированный вакуумный фильтр для целлюлозы
Связанный поиск
Связанный поиск- Поставщики оборудования для обезвоживания шлама фосфата кальция
- Основной покупатель оборудования для обезвоживания тонкого остатка
- Поставщики оборудования для обезвоживания ванадиевой руды
- Ведущий покупатель оборудования для обезвоживания сульфата циркония
- Поставка с тремя ленточными фильтровальными станками литопона
- Поставщики оборудования для обезвоживания бикарбоната кальция
- Поставка с тремя ленточными фильтровальными станками обожженных золотосодержащих хвостов
- Поставка с тремя ленточными фильтровальными станками хвостового шлама
- Поставка с тремя ленточными фильтровальными станками суспензии оксалата кобальта
- Производитель оборудования для обезвоживания серы из дымовой пыли