-
+86-791-83706587
-
Промышленный парк оборудования «Ваньцзин» в районе Синьцзянь, город Наньчан, провинция Цзянси, Китай.
-


-


URL


Обезвоживание гипса
Когда говорят про обезвоживание гипса, многие сразу представляют себе простую сушку. Но на практике — это целый технологический узел, где от выбора метода и оборудования зависит не только влажность на выходе, но и структура самого гипса, его качество, и в конечном счете — экономика всего процесса. Частая ошибка — пытаться применить одно и то же решение для гипса разного происхождения: природного, фосфогипса, десульфуризационного. У каждого — своя специфика частиц, примесей, пластичности суспензии.
От теории к цеху: с чем сталкиваешься на самом деле
Взять, к примеру, фосфогипс. Теоретически, после промывки — он должен хорошо обезвоживаться. Но на деле, остаточная кислота и фосфаты меняют реологические свойства пульпы. Она становится липкой, забивает сетку, плохо сходит с барабана или ленты. Приходится играть с pH, температурой суспензии, иногда даже с добавками-флокулянтами, хотя с ними тоже не всё просто — переборщишь, и образуются комки, внутри которых вода держится ?насмерть?.
Именно здесь многие сталкиваются с ограничениями устаревшего оборудования. Обычный барабанный фильтр может не справиться с такой клейкой массой. Требуется либо серьезная доработка — изменение угла съема, материала фильтровальной перегородки, либо переход на другой тип аппарата. Я помню один проект, где из-за упрямства и попыток сэкономить на оборудовании, линия по обезвоживанию гипса выдавала продукт с влажностью под 30% вместо запланированных 10-12%. И это при том, что лабораторные испытания на маленькой установке показывали отличные результаты. Масштабирование — отдельная головная боль.
Поэтому сейчас всё чаще смотрю в сторону ленточных решений. Особенно, когда речь о больших объемах и необходимости получить относительно сухой, сыпучий продукт. Но и тут не панацея. Важна геометрия ленты, система её натяжения и промывки. Если гипсовая лепешка трескается при переходе с вакуумной зоны на зону съема — значит, вакуум слишком высокий или структура осадка непрочная. Это уже вопрос к подготовке пульпы.
Оборудование: поиск баланса между эффективностью и надежностью
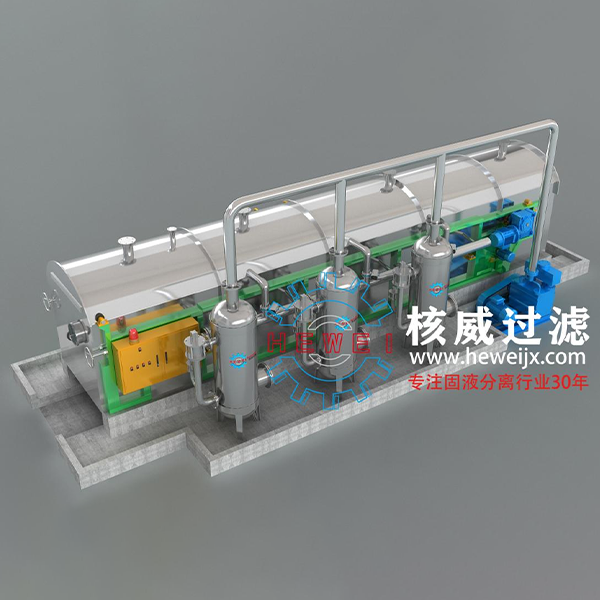
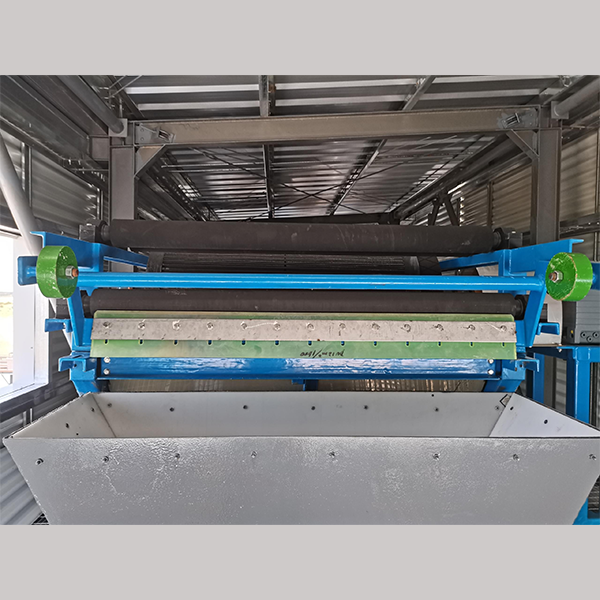
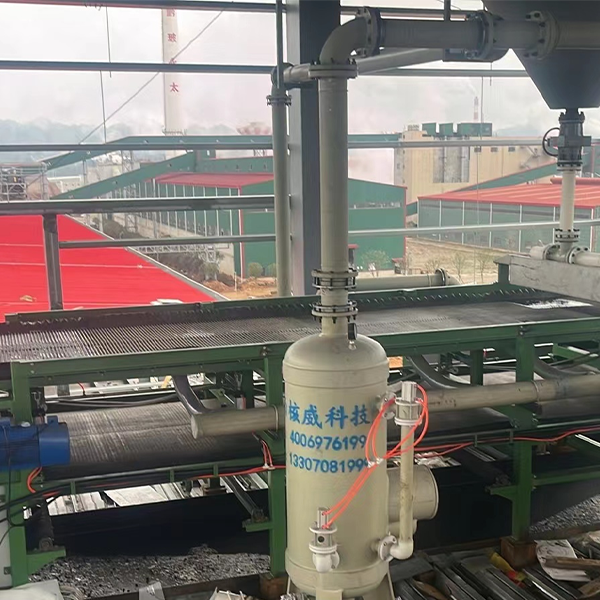
В последние годы хорошо себя зарекомендовали резиновые ленточные вакуум-фильтры для таких задач. Их преимущество — большая площадь фильтрации и возможность организовать многостадийное обезвоживание: гравитационный слив, вакуумное отсасывание, возможно, даже прессование. Для гипса, который после вакуума часто имеет еще достаточную пластичность, это может быть ключевым.
Коллеги как-то рекомендовали посмотреть на оборудование от ООО Цзянси Хэвэй Экологические Технологии (сайт — heweijx.ru). Они позиционируют себя как научно-производственное предприятие с корнями в атомной отрасли, что обычно говорит о серьезном подходе к материалам и точности изготовления. В их линейке как раз есть DU-серия резиновых ленточных вакуумных фильтров, которые, судя по описанию, широко применяются в химической и горно-металлургической отраслях — средах, часто агрессивных. Для гипсовых суспензий, особенно с примесями, коррозионная стойкость узлов — не последнее дело.
Что важно в их подходе, так это акцент на автоматизацию и стабильность. В процессе обезвоживания гипса ручные регулировки — это постоянный источник брака. Автоматическое поддержание вакуума, натяжения ленты, скорости её хода — это уже не роскошь, а необходимость для получения стабильного продукта. У них же в ассортименте есть и ленточные пресс-фильтры (DY-серия), которые могут быть интересны для финальной стадии, когда нужно ?додавить? остаточную влагу из уже сформированного кека.
Практические нюансы, о которых не пишут в каталогах
Даже с хорошим оборудованием есть куча мелких, но критичных моментов. Например, материал фильтровальной ткани. Для гипса часто используют полипропиленовые или полиэфирные мононити. Но если в гипсе есть абразивные частицы (например, из-за неполного помола сырья), ткань изнашивается катастрофически быстро. Иногда выгоднее ставить более дорогую, но стойкую ткань, либо предусмотреть систему её легкой замены.
Другой момент — промывка. Если цель — не просто обезвоживание гипса, а ещё и его очистка (например, от водорастворимых солей), то конструкция фильтра должна позволять эффективную противоточную или многостадийную промывку. Здесь ленточные фильтры с их зональностью имеют преимущество перед дисковыми. Но нужно точно рассчитать расход промывной жидкости, иначе можно получить не очищенный, а просто разбавленный шлам.
И конечно, утилизация фильтрата. Вода после обезвоживания гипса — это не чистая H2O. Это насыщенный раствор сульфата кальция, часто с примесями. Её сброс без доочистки — это нарушение. Поэтому идеальная система — замкнутый цикл, когда фильтрат возвращается в процесс на стадию приготовления пульпы или промывки. Но это требует дополнительных емкостей и насосов, что увеличивает капитальные затраты. Без этого, однако, современное производство уже не проектируют.
Случай из практики: когда теория разбилась о реальность
Был у меня опыт на одном из заводов по производству строительных материалов. Задача — снизить влажность гипсового кека с 25% до 15% на существующем дисковом вакуум-фильтре. Лаборатория сказала: ?Легко, добавьте флокулянт марки X в дозировке Y?. Добавили. На маленькой установке — получилось. В цеху — катастрофа. Осадок стал настолько плотным и ?резиновым?, что вакуумный насос начал работать на пределе, а съем ножом превратился в мучение — лепешка не отходила, рвалась.
Пришлось срочно отмывать аппарат и начинать заново. Методом проб и ошибок вышли на комбинацию двух флокулянтов с разным молекулярным весом и очень точную точку ввода. Выяснилось, что из-за колебаний температуры исходной пульпы (зима/лето) точка ввода должна меняться. В итоге, задачу выполнили, но не так, как планировали изначально. Этот случай лишний раз подтвердил: обезвоживание гипса — это всегда тонкая настройка под конкретный материал и конкретные условия в цеху. Универсальных рецептов нет.
Сейчас, глядя на новые проекты, я всегда закладываю этап продолжительных промышленных испытаний на арендованном или демонстрационном оборудовании. Лучше потратить время и ресурсы на этом этапе, чем потом переделывать работающую линию. Компании вроде упомянутой ООО Хэвэй Машинери, которые имеют собственную команду разработчиков и опыт экспорта в разные страны, включая Россию, часто предоставляют такую возможность — испытать их фильтр на вашем конкретном материале. Это правильный подход.
Вместо заключения: о чем стоит думать в первую очередь
Итак, если резюмировать набросанные мысли. Обезвоживание гипса — процесс, стартующий не у фильтра, а гораздо раньше. Нужно четко понимать характеристики исходной суспензии: гранулометрию, химический состав, температуру, вязкость. Без этого любой выбор оборудования — лотерея.
Во-вторых, фильтр — это сердце узла, но не весь организм. Нужна продуманная ?обвязка?: насосы для подачи пульпы (желательно, с регулируемой производительностью), система приготовления и дозирования реагентов, узел съема и транспортировки кека, система обработки фильтрата. Провал на любом из этих этапов сведет на нет эффективность самого дорогого фильтра.
И главное — не бояться сложностей и не искать волшебную кнопку. Это технологический процесс, требующий внимания, опыта и иногда нестандартных решений. Как в той истории с флокулянтами. Информация от производителей оборудования, их кейсы (как, например, применение техники HeWei в химической промышленности или при очистке сточных вод) — это хорошая отправная точка. Но окончательное решение всегда должно быть основано на данных, полученных с вашего реального материала, в условиях, максимально приближенных к будущей эксплуатации. Только так можно добиться стабильного и экономичного результата.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Приводной ремень
Приводной ремень -
 Бортовые уплотнители ленты
Бортовые уплотнители ленты -
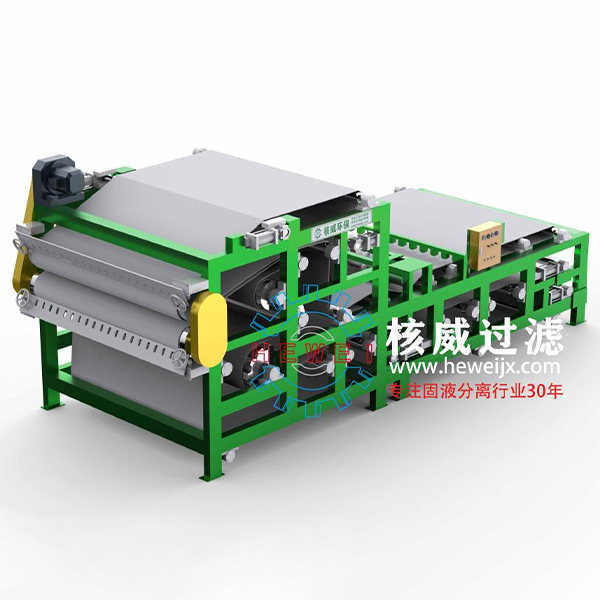 DY-ленточный горизонтальный пресс-фильтр
DY-ленточный горизонтальный пресс-фильтр -
 Верхние опорные ролики ленточного фильтра
Верхние опорные ролики ленточного фильтра -
 Прессовое оборудование для золы-уноса
Прессовое оборудование для золы-уноса -
 Установка для обезвоживания промывного песка
Установка для обезвоживания промывного песка -
 Вакуумный фильтр для десульфуризации
Вакуумный фильтр для десульфуризации -
 Оборудование для обезвоживания гипса
Оборудование для обезвоживания гипса -
 Фильтровальная ткань
Фильтровальная ткань -
 Вакуумный фильтр для лепидолита
Вакуумный фильтр для лепидолита -
 Вакуумный фильтр для десульфуризации цементных производств
Вакуумный фильтр для десульфуризации цементных производств -
 Вакуумный фильтр для десульфуризации ТЭС
Вакуумный фильтр для десульфуризации ТЭС
Связанный поиск
Связанный поиск- Ведущие покупатели дисковых машин
- Оборудование для обезвоживания фосфорного концентрата в основных странах-покупателях
- Основные покупатели оборудования для обезвоживания карбоната циркония
- Поставка с тремя ленточными фильтровальными станками нефтяного шлама
- Поставщики оборудования для обезвоживания угольного шлама
- мембранный фильтр пресс
- Крупнейшие покупатели оборудования для обезвоживания раствора нейтрализации лимонной кислоты
- Производитель оборудования для обезвоживания остаточного кремния сульфата алюминия
- Поставщики оборудования для обезвоживания карбоната
- Поставка с тремя ленточными фильтровальными станками ильменитового концентрата